 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик

Helistage meile
+86-13780696467
Saatke meile e-kiri
sales@qdcomrise.com

Kodu
>
Tooted > HDPE spiraaltoru masin
> HDPE õõnsa seina mähisega torude masin
>
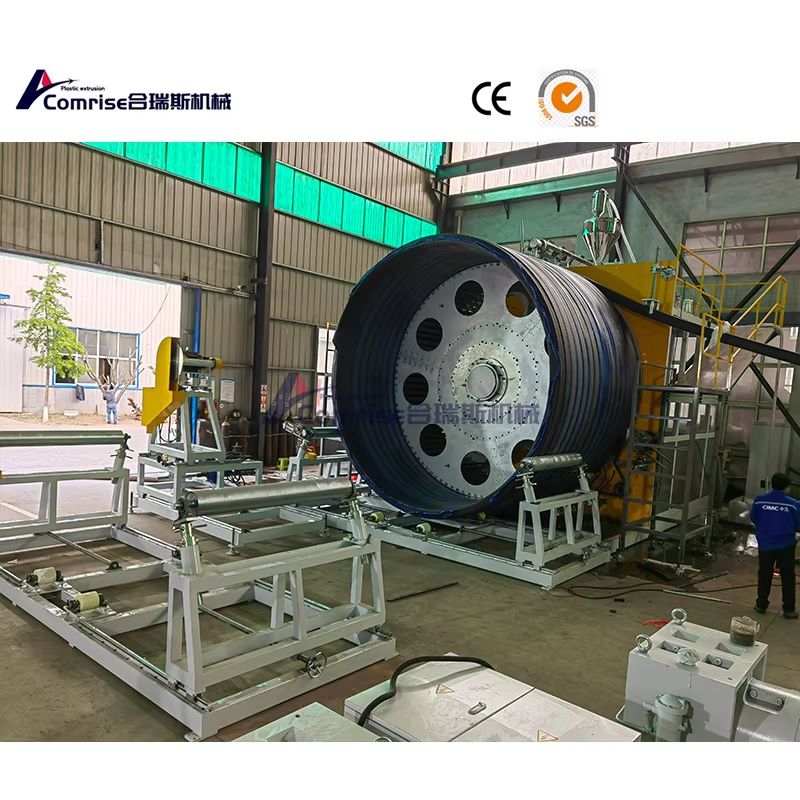
Õõnes seinaga mähise torumasina joon






Õõnes seinaga mähise torumasina joon
Seltsi Hiina Fasctory Supply HDPE õõnesseinaga mähitud torusid on edukalt kasutatud drenaažitorudena tsemenditorude ja malmist torude asendamiseks ning neil on laiad turuväljavaated. Meie ettevõte on Hiinas suure läbimõõduga õõnesseina mähiste torude tootmisliinide autoriteetne tootja, õõnesseina mähise torumasina joon, millel on tugevad tehnilised eelised ja rikkalikud kogemused tootmise ja paigaldamise rakendamisel. Seadmete kujundamine on arenenud, konfiguratsioon on tipptasemel, toiming on usaldusväärne, tööiga pikk ja sama mudeli väljund on palju suurem kui tööstustasandil. Eriti suure läbimõõduga mudelite jaoks on meil rikkalik kogemus ja suudame rahuldada suurte tipptasemel klientide vajadusi kodus ja välismaal. Tootmisliini tulemusnäitajad on jõudnud rahvusvahelisele juhtivale tasemele.
Saada päring
Tootekirjeldus
Seltsilise õõnesseinaga mähise torumasina joon toodab peamiselt HDPE+PP konstruktsioonide spiraaltorusid, mille sisemise läbimõõt on vahemikus 200–4000 mm, asendades erineva suurusega spindleid, erineva rõnga jäikusega. Oleme Hiina tippmasina tehas
1. tootmisprotsess:
Õõnesseina mähise toru materiaalne valem koosneb peamiselt HDPE ringlussevõetud materjalist, polüestermaterjalist, vooluvahendit, kuivatusainet ja mustast Masterbatchist.
Valemi annus on: HDPE ringlussevõetud materjal 80-90 kg, polüestermaterjal 10-20 kg, lisavool 3-4 kg, kuivatusaine 4-5 kg ja must masterbatch 4-5 kg, kaltsiumkarbonaat 80-90 kg, kaltsiumkarbonaat 800 võrk, lubikad 2-3Kg.
Toruomadused:
Õõnes seinaga mähise torumasina joon kasutab peamise toorainena suure tihedusega polüetüleeni ja kasutab mähisevormimistehnoloogiat. Sellel on siledate sise- ja välimiste seinte omadused, madal hõõrderesistentsus, happe- ja leelisresistentsus, korrosioonikindlus, mittetoksilisus, survekindlus ja vananemiskindlus. Selle kasutusaega on üle 50 aasta, lihtne ehitada ja madalad tehnilised kulud. Sellest on saanud Hiinas tsemenditorud, malmist torud ja klaasist torud ning me oleme hea tarnija
2. õõnesseinaga mähitud torude töötlemistehnoloogia on järgmine.
1) Segage toorained ja segage ühtlaselt
2) toru ekstruuderi soojendamine, ühtlaselt segatud materjali lisamine toru ekstruuderisse, kuumutamine sulamaterjali ja materjali väljapressimine selle vormist;
3) toru ekstruuderi väljapressimise torud moodustavad vaakum, millele järgneb veejahutus;
4) Ekstruudevormist väljapressimist spetsiaalsed kujulised struktuuriprofiilid on ühtlaselt mähitud rullvormi ümber etteantud asendisse ja PE Molten Materjal ekstrudeeritakse sünkroonselt, et keevitada spetsiaalsed kujulised konstruktsiooniprofiilid tervikuks, tagades konstruktsioonitoru konstruktsioonide kõrge kvaliteedi.
5) mähise moodustamismasinas olev pidev pihustussüsteem jahtub ja tahkestab sidumispunkte;
6) Lõika vastavalt etteantud pikkusele.
7) Õõnesseina mähiste torude töötlemistehnoloogia karakteristikud on see, et sula ekstruuderi poolt väljapressimise sulali liimi temperatuur on 10-20 kraadi kõrgem kui profiili sulamistemperatuur.
3. võib toota torusid erineva rõnga jäikusega;
4. võib pakkuda tõhusaid ühe kruvi ekstruudereid (kasutades graanuleid) ja energiasäästlikke koonilisi kaksikkrupi ekstruudereid (kasutades pulbrit või graanuleid);
5. Täielikud mudeli spetsifikatsioonid, mis on võimelised tootma DN200-DN4000 õõnes seinatorusid ja DN315-1000 Wellbore torusid;
6. Torujuhtme omadused: sise- ja välisseinad on siledad ning nende vahel on õõnes kiht.

7. Rakendus:
Laialdaselt kasutatud drenaaži- ja reotorustikes sellistes põldudes nagu maanteed, omavalitsuste ehitamine, elamurajoonid, spordipõllud, ruudud, miinid, põllumajanduse truubid, sillad jne.
eelis
Optimaalne protsess suure läbimõõduga spiraalhaava torude tootmiseks
Õõnes seina mähise toru masina läbimõõt: DN200mm - DN4000mm.
Suuruse saab teha erinevate vormide järgi.
Pakkuge täielikku komplekti tootmisseadmeid ja võtmed kätte projektid.
3-aastane garantii ja kogu eluaegne müügiteenus
Dhina tippvabrik
Hankige kohe tsitaat
Kuumad sildid: Õõnesseina mähise toru masinaliin, Hiina, tootja, tarnija, tehas, kohandatud, odav, kvaliteet
Seotud kategooria
HDPE õõnsa seina mähisega torude masin
PE-karaadi torumasin
Terase tugevdatud torumasin
Tahke seinatoru masin
Saada päring
Palun esitage oma päring allolevas vormis. Vastame teile 24 tunni jooksul.





X
Kasutame küpsiseid, et pakkuda teile paremat sirvimiskogemust, analüüsida saidi liiklust ja isikupärastada sisu. Seda saiti kasutades nõustute meie küpsiste kasutamisega.
Privaatsuspoliitika
Uudised
 50-250 mm kiire HDPE torumasin sõlmib lepingu Euroopa kliendiga2024/04/15
50-250 mm kiire HDPE torumasin sõlmib lepingu Euroopa kliendiga2024/04/15Comrise'i masinad on spetsialiseerunud kiire HDPE torumasina tootmisele ja tarnimisele. Eritellimusel valmistatud HDPE torumasin suudab valmistada torusid läbimõõduga vähemalt 16 mm kuni 1600 mm. Kiire tarneajaga 30 päeva ühe pe-toru tootmisliini ja hea müügijärgse teenindusega saavad nad kogenud in......
 Anhui klient tellis ühekihilise MPP toitetoru masina tootmisliini 1. aprillil 2024, toru läbimõõt 75-250 mm.2024/04/07
Anhui klient tellis ühekihilise MPP toitetoru masina tootmisliini 1. aprillil 2024, toru läbimõõt 75-250 mm.2024/04/07Komrise kõrgekvaliteedilisel MPP toitetoru masinal on 75/38 suure kasuteguriga ühe kruviga ekstruuder, 160 kW mootor, 800 G kuivatussöötur, masinapea stants, südamiku stants, suurushülss, üks 9-meetrine vaakumveepaak ja kaks 9-meetrist pihustusveepaaki. See koosneb neljarööpmelisest traktorist, laas......